锂电池生产的工艺流程分为搅拌、涂布、极耳成型、卷绕、烘烤、封装、化成、老化等16个步骤完成,接下来我们分别对每个步骤进行详细解析,希望给大家有所帮助;
1.搅拌(Mixing)
也可以称为混料、匀浆、制浆、配料等等。通过一定的加料顺序、搅拌工艺、真空控制、温度控制等条件,将正负极活物质、导电剂、粘结剂、溶剂等关键组分制备成具有一定粘度要求、粒径要求的非牛顿流体(non-Newtonianliquids)的过程。需要控制的浆料性质是具有好的流动性,粘度、粒度符合涂布要求。
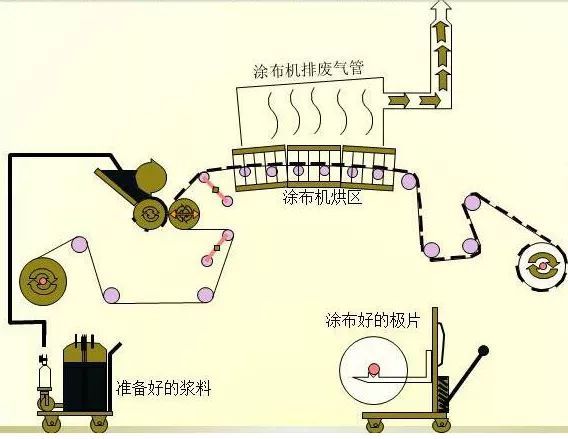
2.涂布(Coating)
有的公司称为涂覆。涂布是将搅拌完成的浆料均匀涂覆在集流体上,经过烘干制成极片的过程。涂布的方式有连续涂布、间歇涂布。
锂离子电池浆料涂布的方式主要有刮刀直涂、刮刀辊涂、条缝式挤压涂,涂布产品的控制参数是面密度、粘结性、含水率等。
3.辊压(Pressing)
辊压是指将涂布完成的产品经过一定间隙下、一定压力下的两个钢辊,将极片压实到指定厚度的过程。辊压的影响因素有进料角度、间隙值、压力值、辊压速度、收放卷张力、极片温度等。辊压的目的是将疏松多孔的电极进一步压实,减少物质间接触电阻,提高一定
电池体积内的电池容量,同时不能过压以保证电解液对极片的浸润效果。
4、分切(Slitting)
分切也叫分条,涂布完成的极片幅宽大,要将极片分切成多条。分切产品主要受切刀质量、切刀角度以及张力的影响。
5.极耳成型(TabForming)
通过控制设备的上、下刀模之间的啮合对极片进行剪切,使极片按照设计尺寸要求形成极耳的过程。
6.电极缺陷(ElectrodeDefects)
电极缺陷产生于极片生产中各阶段,涂布中易产生头厚、尾薄、厚边、露箔、面密度不稳、横纵条纹、干料、针眼缩孔、白斑、麻点、异物等,具体原因具体分析。辊压极片缺陷主要有收卷不齐、皱边、厚度反弹、掉料粘辊、颗粒、厚度不稳等。极片分切的缺陷有波浪边、毛刺、卷边、掉料等等。
7.卷绕(Winding)
卷绕是电芯的一种组成方式,适用于圆柱电池、方形电池以及软包电池。通过控制设备的速度、张力、尺寸、偏差等因素,将分条后尺寸相匹配的负极极片、正极极片及隔膜卷成裸电芯的过程。卷绕的要点是隔膜包正负极,同时负极极片要包裹正极极片。这就要求负极极片不能露箔,露箔后会造成极片局部析锂刺穿隔膜,引起短路。
8.叠片(Lamination)
叠片式电芯的另外一种组成方式,适用于方形及软包锂离子电池。通过控制设备将冲片后的负极极片、正极极片及隔膜堆叠成裸电芯的过程。同样还是要求隔膜包正负极,负极极片要包裹正极极片。
9.热压(HotPressing)
热压也叫整形,卷绕后的电芯处于鼓起状态,不利于入壳和电解液的浸润,需要将其热压以促进极片、隔膜间的接触,同时减小体积、防止正负极极片的错位。热压的影响因素有压力、温度、时间等,一般选择60~80℃热压。
10.真空烘烤(VacuumBaking)
真空烘烤分为极片烘烤和电芯烘烤,都是为了控制电芯的水分。水分对于
锂电池来说可以是致命的,水分与电解液接触后,形成的氢氟酸对电池有巨大的损坏,生成的气体也会造成电池鼓包等。烘烤效率受真空度、烘干温度、时间影响,通过调整烘烤工艺尽量在低能耗的情况下高效烘干。
11.极耳焊接(TabWelding)
无论是卷绕还是叠片方式,都需要进行极耳与集流体的焊接。将正负极极耳焊接在集流体位置处,要保证焊接的强度,防止极耳脱落。极耳焊接方式一般选用超声焊接方式,其原理是在辅助加压的情况下,通过焊头、焊座将高频振动波传递到两个待焊接的物体,两个待焊接接触面相互摩擦,分子相互扩散而形成分子熔合焊接到一起。超声焊接强度受焊接压力、振幅、频率、时间、焊机稳定性、焊头质量、工装、材料硬度等影响。
12.封装(Packaging)
封装形式主要有金属壳封装和铝塑膜封装两种,金属壳包括钢壳、铝壳,适用于圆柱电池和方形电池,铝塑膜封装适用于软包电池。对于18650圆柱电池来说,封装步骤是将卷绕完后卷芯放入钢壳再进行点底焊、滚槽、注液后,再进行激光焊盖帽最后机械封口。对于方形电池来说,封装步骤是入壳后进行激光焊接封口,再注液孔注液完成后,完成最终的密封。软包电池封装的不同之处在于采用铝塑膜封装,铝塑膜由三层物质组成,PP层、铝层以及尼龙层。封装的关键是将PP层融化后相互粘结到一起,热封主要受到温度、热封时间、热封压力的影响,要保证无热封不良、不过封等。对于有极耳处的顶封要特别注意,既要保证铝塑膜PP层与极耳外表面的PP层粘结、密封良好,又要保证非极耳区铝塑膜PP层面对面的粘结、密封良好。此外,与金属外壳电池相比,铝塑膜软包电池在热封之后需要包覆一层保护膜,防止外界物质对铝塑膜的划伤。
13.气密性检测(LeakageTest)
通过负压检测方法或氦气检测方法,检测电池是否存在泄漏的过程。气密性检测是非常有必要的,密封不良的电池将会引入水分、杂质等造成电池中与电解液的副反应,引起电池报废。
14.注液(ElectrolyteInjection)
电解液是锂离子在电池内部移动的通道,主要由溶质和溶剂组成。溶质是六氟磷酸锂,溶剂一般选用三种或多种溶剂配合使用,如EC/DMC/DEC等。注液过程就是将电解液注入电芯内部,控制的参数主要有电解液量、注入压力、时间等。
15.化成(Formation)
化成就是对注液封口后的电池进行第一次充放电。化成的目的主要有两个:一电池制作完成后,电极材料并不是处在最佳适用状态,或者物理性质不合适(例如颗粒太大,接触不紧密等),或者物相本身不对(例如一些合金机理的金属氧化物负极),需要进行首次充放电对其激活。二是锂电池首次充放电,电子通过外部路径到达石墨负极表面,与电解液溶剂、锂离子发生反应形成固态电解质膜(SEI),SEI对于锂电池的性能有重要的影响。化成工艺对电池性能影响极大,因为充放电流大小、时间等因素对于电池中高质量的SEI形成、产气量大小、电阻大小等关键参数有很大影响。
16.老化(Aging)
老化一般就是指电池装配注液完成后第一次充电化成后的放置,可以有常温老化也可有高温老化,两者作用都是使初次充电化成后形成的SEI膜性质和组成更加稳定,保证电池电化学性能的稳定性。
老化完成之后,对电池进行最后分容,经过电阻、压降等检测合格后可以出厂。
声明: 本站所发布文章部分图片和内容自于互联网,如有侵权请联系删除